

型材的工艺
玻璃纤维粗纱、玻璃纤维连续毡及表面毡由不饱和聚脂浸润,经过特定的模具,在拉挤机的牵引下,通过加热连续固化成型,生产出力驰玻璃钢拉挤型材。由于拉挤型材可做到很高的含纱量,其力学强度通常大于模具制品。
拉挤工艺
一、概述
拉挤工艺是一种连续生产复合材料型材的方法,它是将纱架上的无捻玻璃纤维粗纱和其他连续增强材料、聚脂表面毡等进行树脂浸渍,然后通过保持一定截面形状的成型模具,并使其在模内固化成型后连续出模,由此形成拉挤制品的一种自动化生产工艺。
拉挤基本的工艺
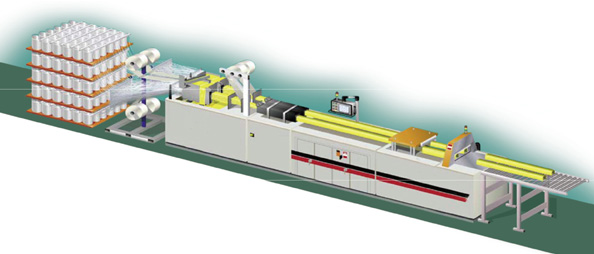
二、拉挤工艺流程
玻璃纤维粗纱排布 > 浸胶 > 预成型 > 挤压模塑及固化 > 牵引 > 切割 > 制品
三、拉挤要素
1、增强材料传送系统
如纱架、毡铺展装置、纱孔等。
2、树脂浸渍
直槽浸渍法最常用,在整个浸渍过程中,纤维和毡排列应十分整齐。
3、预成型
浸渍过的增强材料穿过预成型装置,以连续方式谨慎地传递,以便确保它们的相对位置,逐渐接近制品的最终形状,并挤出多余的树脂,然后再进入模具,进行成型固化。
4、模具
模具是在系统确定的条件下进行设计的。根据树脂固化放热曲线及物料与模具的摩擦性能,将模具分成三个不同的加热区,其温度由树脂系统的性能确定。模具是拉挤成型工艺中最关键的部分,典型模具的长度范围在0.6~1.2m之间。
5、牵引装置
牵引装置本身可以是一个履带型拉出器或两个往复运动的夹持装置,以便确保连续运动。
6、 切割装置
型材由一个自动同步移动的切割锯按需要的长度切割
|
性能 |
比重 |
拉伸强度 |
拉伸模量 |
弯曲强度 |
弯曲模量 |
压缩强度 |
冲击强度 |
硬度 |
氧指数 |
热膨胀系数 |
热导率 |
介电强度 |
吸水率 |
热变形温度 |
|
单位 |
g/cm2 |
MPa |
GPa |
MPa |
GPa |
MPa |
J/M |
洛氏硬度 |
|
10-6*K-1 |
W/(m*K) |
106*V/m |
%(24h) |
ºC |
|
ASTM试验方法 |
D792 |
D638 |
D638 |
D790 |
D790 |
D695 |
D256 |
D785 |
UL-94 |
D696 |
C177 |
D149 |
D570 |
D648 |
|
FRP拉挤型材 |
1.75 |
210 |
18.6 |
210 |
18.6 |
200 |
1325 |
50 |
32 |
12 |
1.4 |
7.87 |
0.6 |
200 |
|
ASTM—美国材料试验学会 |
HCH—过氧化环乙酮 |
CFM—连续纤维 |
|
BS—英国标准 |
FRP—玻璃纤维增强塑料 |
C(-GLASS)—中碱纤维 |
|
JIS—日本工业标准 |
CFRP—碳纤维增强塑料 |
E(-GLASS)无碱纤维 |
|
GB—中国国家标准 |
CFRTP—碳纤维增强热塑性塑料 |
DMP——邻苯二甲酸二甲酯 |
|
DIN—德国标准 |
GF—玻璃纤维 |
EG—乙二醇 |
|
ISO—国际标准 |
BMC—状模型料 |
ER—环氧树脂 |
|
PULTRUSION--拉挤 |
CF—纤维 |
KF—芳纶纤维 |
|
FW—缠绕 |
CSM—短切纤维毡 |
咨询
热线
手机
版本




 产品展示
产品展示 发送邮件
发送邮件 联系电话
联系电话